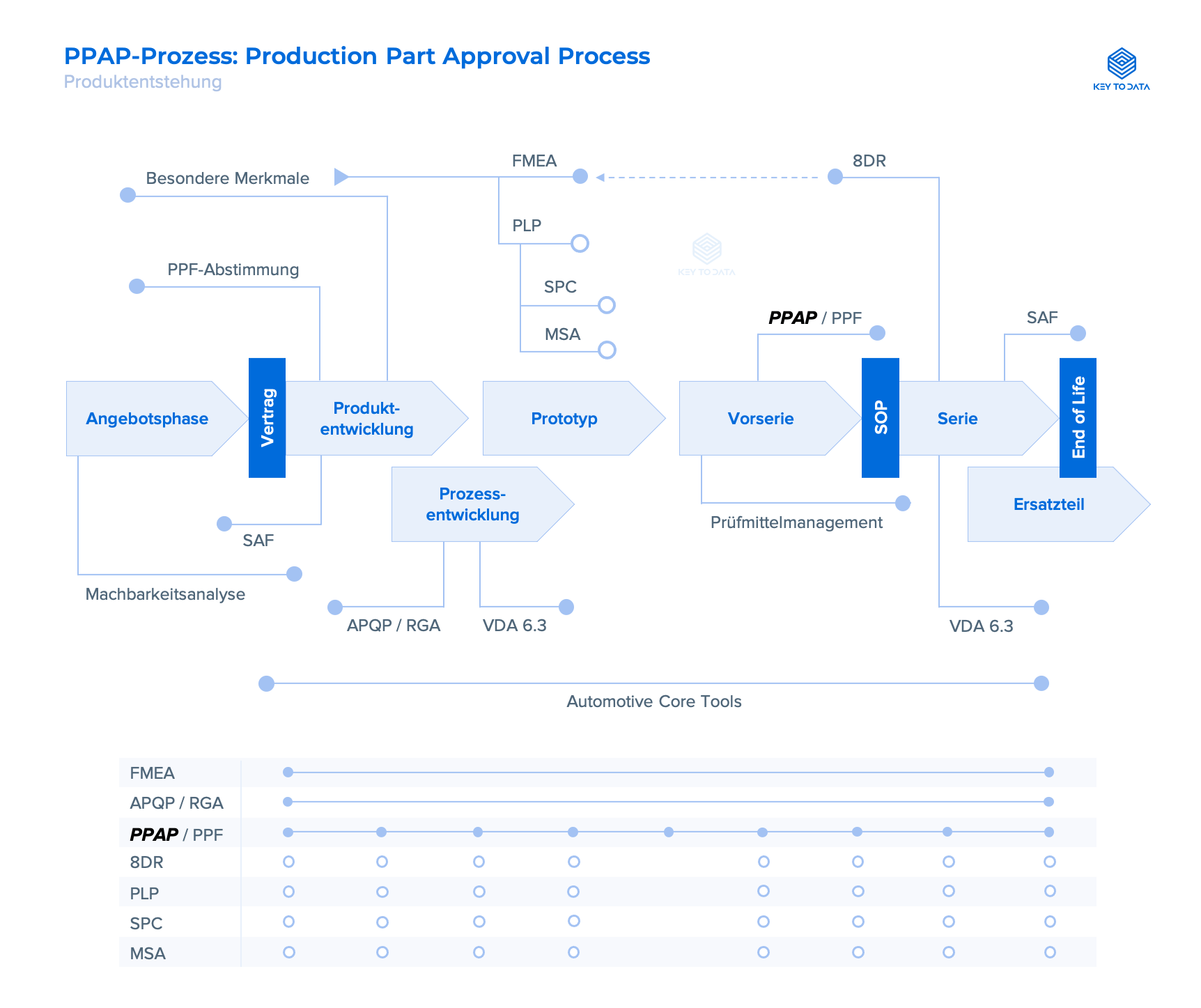
The Production Part Approval process is a framework of requirements for series parts used in the automotive environment. PPAP is used to prove the quality of suppliers and their manufacturing processes.
The purpose of PPAP is for suppliers to demonstrate that they have understood the customer's design and in series production, to produce products that consistently meet all requirements and specifications, while maintaining the production rate.
Test InspectionXpert 14 days for free with all features. Start creating faster initial test reports today.
InspectionXpert: Free accessThe chart providing an overview of the product creation can be downloaded for free as a PDF by clicking on the button. The download will open in a new tab.
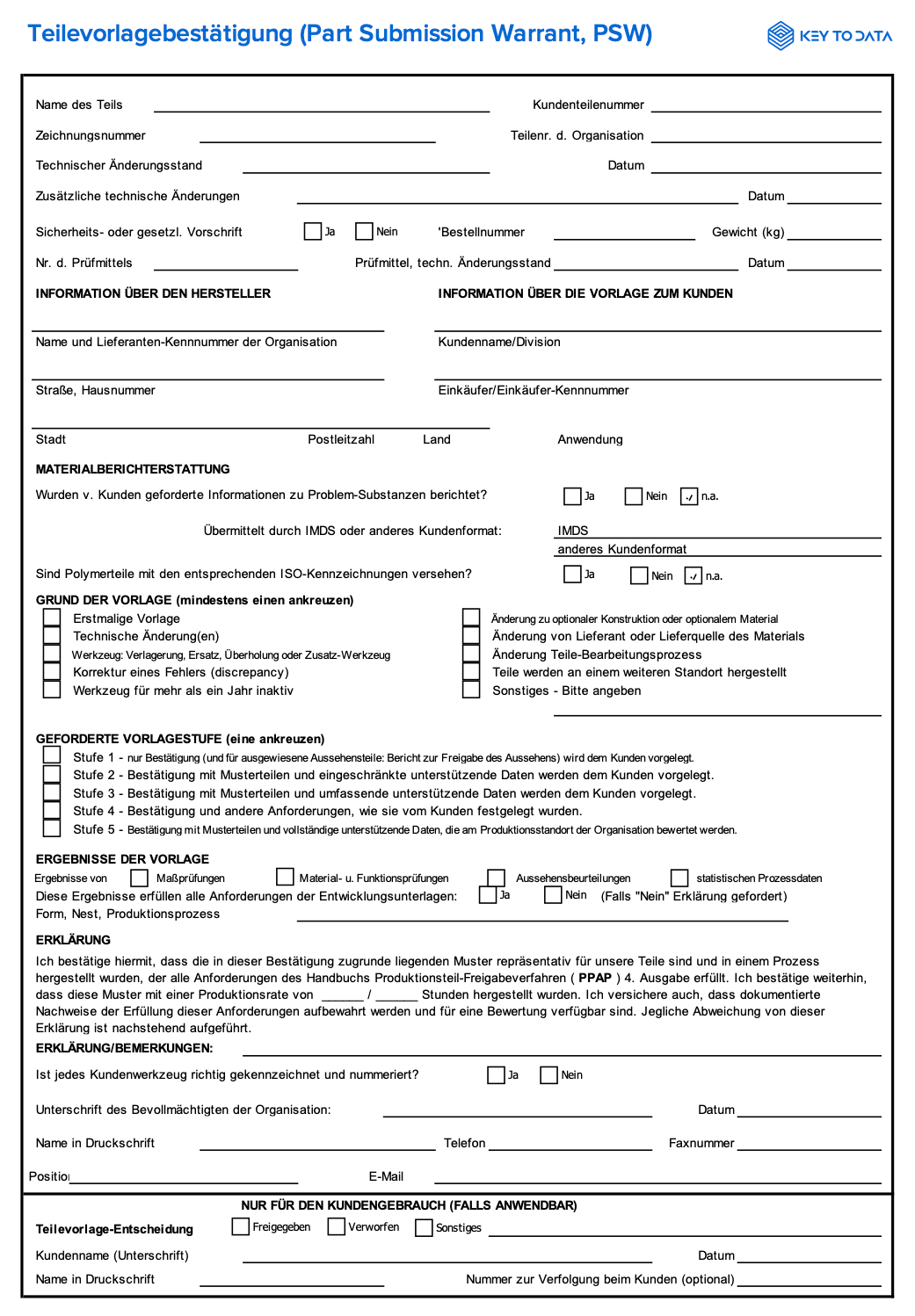
The Part Submission Warrant (PSW) is an essential part of the PPAP process and must always be sent to the customer. According to the AIAG PPAP manual, all elements should be completed.
PSW template
A Part Submission PSW template is available for download from our free "PPAP Excel Template" integrated.
A part drawing of the component, usually provided by the customer. Each feature of the part drawing must be ballooned to match the inspection results. This needs to include print notes, standard tolerance notes and specifications, as well as any other information relevant to the design of the part.
Example: Below is an example of a ballooned part drawing.
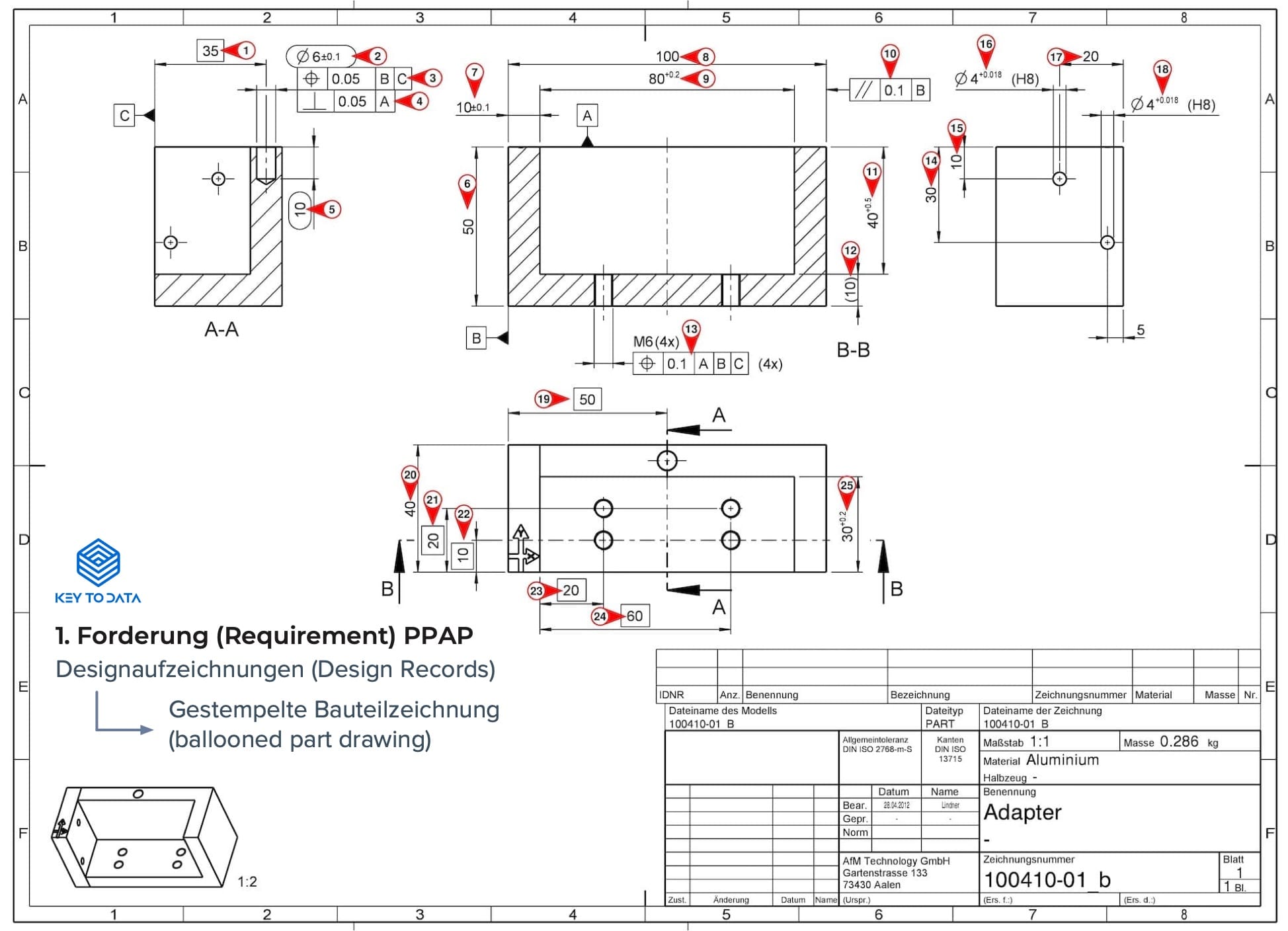
Why a copy of the part drawing belongs in your PPAP?
It shows the customer that you have a copy of the part drawing and makes sure that you are both discussing the same part.
Video: Creating a dimensional report for PPAP
In the following video we show you how to create a dimensional report for PPAP using the FAI software InspectionXpert:
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
A document showing the detailed description of a change, which is usually called a "technical change note". This document is only required when a change has been made.
This approval is usually the engineering trial with sample production parts performed by the customer. A "temporary deviation" is often required to send parts to the customer before the PPAP is complete. Your customer may require other additional engineering approvals.
Design Failure Mode and Effect Analysis (DFMEA) is an application of the Failure Mode and Effects Analysis (FMEA) that is specific to the design stage. The DFMEA allows the design team to document what they predict about a product's potential failures before completing a design and use this information to mitigate the causes of failure.
The Process Flow Diagram shows all the steps required in the manufacturing of the part. It should include all of the main steps in the processing of the part including incoming components, measuring, and inspection. The Process Flow Diagram should match the control plan and the Process Failure Mode and Effects Analysis (PFMEA) and also includes the flow of non-conforming materials and parts.
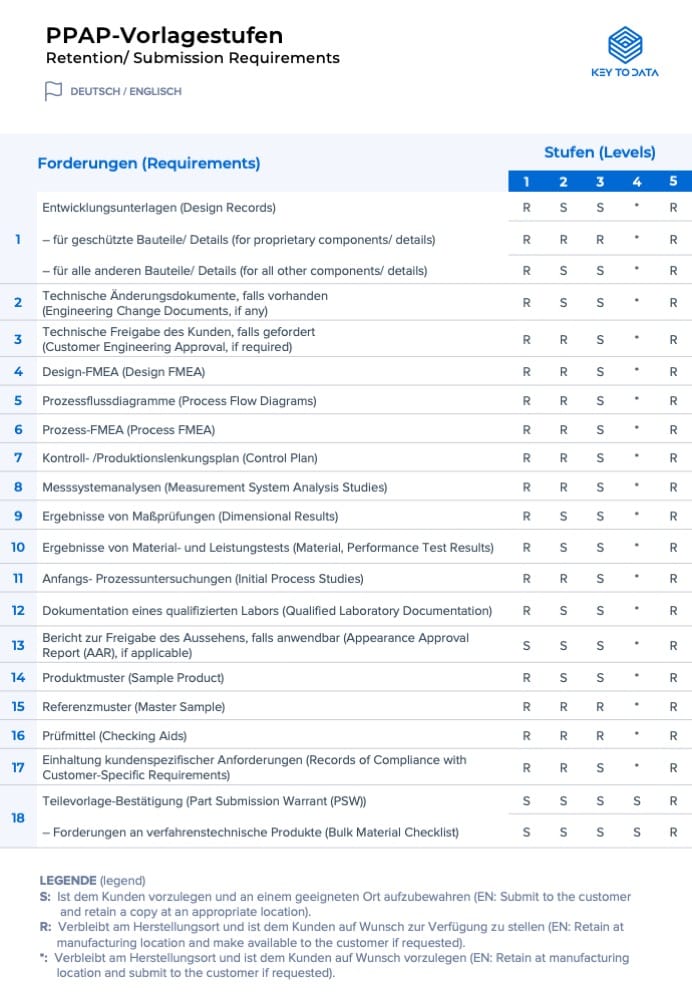
Requirements 1 to 18 and respective the Submission Levels 1 to 5.
Legend: S | R | *
TABLE: GERMAN - ENGLISH
Initial sample inspection report software: Balloon your part drawings and extract the characteristics in one step. Create your first article inspection report.
Process Failure Mode and Effects Analysis (PFMEA) evaluates each step in the production process to indicate what could go wrong during the fabrication and assembly of each part.
The Control Plan mirrors the PFMEA (Process Failure Mode and Effects Analysis) and provides more details on how potential issues are checked in the incoming inspection, assembly process, or during the inspection of the finished part.
The Measurement Systems Analysis is a study itself and will conform to the customer's relevant ISO or TS standard. Typically it includes the Gauge R&R (Gauge Repeatability and Reproducibility) for the critical characteristics and a confirmation that gauges used to measure these characteristics are calibrated.
A list of all test characteristics stamped on the test mark including the measurement results. The list contains the product property, specification, measurement results and the evaluation showing whether the requirement is "fulfilled" or "not fulfilled" ("Ok" or "Not Ok"). Normally, at least 6 samples per product are tested.
Below is an example of a PPAP dimensional inspection results report. Learn more about creating a PPAP dimensional measurement report and how to import measurement results from CMMs into your dimensional inspection results.
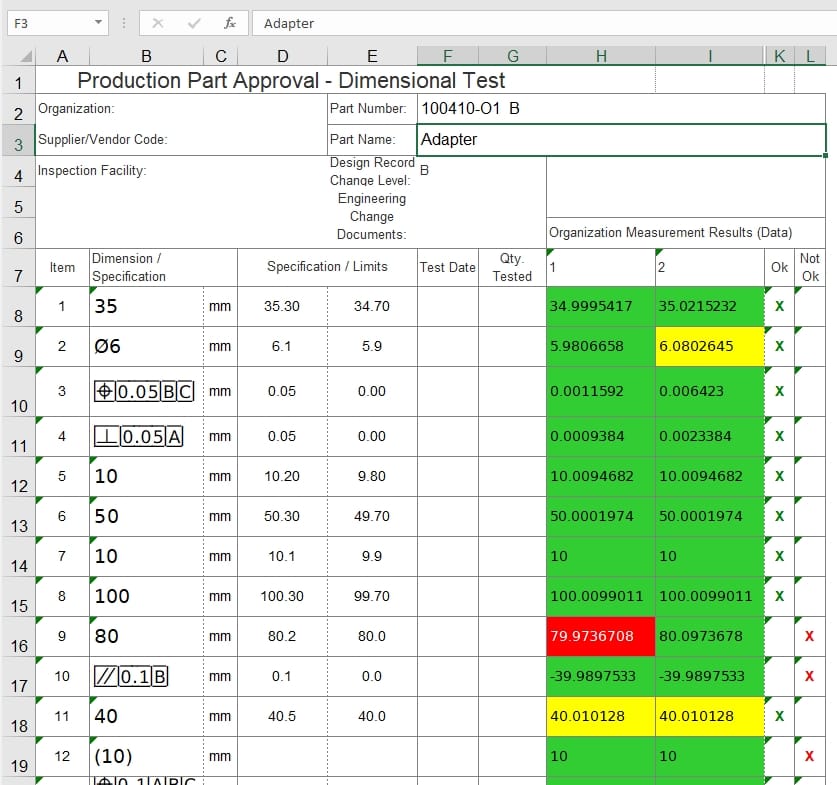
Image: PPAP measurement results (Dimensional Report)
A summary of all tests that have been performed on the part. The summary should document any pass or fail inspection results. It should be signed off by the customer and the supplier to show that all required tests have been done and any additional data for tests have been submitted.
Generally, this includes SPC (Statistical Process Control) charts for critical characteristics. These studies demonstrate that the critical processes are stable and are ready to begin the process validation builds.
Includes all of the industry certifications for any lab that was involved in completing validation testing.
The Appearance Approval Report verifies that the customer has inspected the final product and it meets all the required appearance specifications for the design. The report includes color, textures as well as fit (gaps between parts), etc.
A picture of the production parts is included in the PPAP documentation along with the location where the parts are stored.
A sample part that is signed off by the customer and supplier. The master part is normally used to train operators on subjective inspections such as visual or for noise.
Checking aids are used by production and are a detailed list of all the tools used to inspect test or measure parts during the assembly process. This aid will list the part, describe the tool and have the calibration schedule for the tool.
This section of the PPAP documentation lists requirements of specific industries and the individual requirements of the customer.
The Part Submission Warrant is a summary of the entire PPAP submission and specifies:
PPAP (Production Part Approval Process) is a component of APQP (Advanced Product Quality Planning).
If the PPAP results don't meet customer expectations, that usually means the APQP process isn't working properly. The test for both APQP and PPAP is a production trial run. If the finished trial product includes defective parts, the manufacturer has to go over the supply chain and find out where PPAP or APQP went wrong.